微細マシニング加工による高精度ポケット加工のポイントとは?
ポケット加工とは、被削材に対して円や四角形状で指定の深さまで削り出す加工方法です。穴は開かず、袋形状になっていることから、ポケット加工と呼ばれています。
近年は、特に精度が必要であったり、ポケットのサイズ自体が非常に小さい、高精度なポケット加工のニーズが高まっています。そのような高精度ポケット加工では、小径工具を用いた微細マシニング加工が必要になります。
微細マシニング加工による高精度ポケット加工では、①高精度なピッチ&位置精度、②角R精度、③深さ精度という3点が重要となり、高精度な設備や工具が求められます。
ここでは、ポケット加工の概要から、微細マシニング加工に必要な小径工具、微細マシニング加工による高精度ポケット加工のポイント、そして実際に木村製作所で製作した高精度ポケット加工の事例まで、まとめてご紹介いたします。
ポケット加工とは?
ポケット加工とは、被削材に対して円や四角形状で指定の深さまで削り出す加工方法です。穴は開かず、袋形状になっていることから、ポケット加工と呼ばれています。
ポケットの形状としては、単純な深いポケット形状もあれば、段違いでさらに深いポケットがあるものや、中央部分のみ凸となっている島残しのポケット、さらにポケットの壁部分にRがついているようなポケット形状もあります。
ポケット加工では、通常はエンドミルを使用して加工します。しかし部品によっては、特に精度が必要であったり、ポケットのサイズ自体が非常に小さいものもあります。そのような高精度ポケット加工では、小径工具を用いた微細マシニング加工が必要になります。
小径工具を用いた微細マシニング加工
小径工具の中でも特に需要が高いのが、小径ボールエンドミルです。
小径ボールエンドミルが具体的にどれくらいの径以下のボールエンドミルかという具体的な定義はございませんが、Φ1mm程度は小径と呼ばれることが多くなります。小径ボールエンドミルは、製作するのも非常に困難のため、工具価格も高くなってしまいます。またマイクロレベルの刃先となってしまうため、目視では刃の状態を正確に捉えづらくなってきます。
近年ニーズが高まっており、かつ小径ボールエンドミルが必要となる用途としては、主に下記の通りです。
- 自由曲面加工
- 微細溝加工
- 部分的な超精密加工
盲点となりがちなのが、一部のみナノレベルの表面仕上げや形状精度が必要な超精密加工品です。製品のほとんどは0.01mmレベルの精密加工なのに対して、部品の一部については0.001mmレベルの高精密加工や、ナノレベルの仕上げ精度が必要な超精密加工が求められる製品もございます。
こうした部品は、なかなか加工できるサプライヤーも多くありません。その理由が、この小径ボールエンドミルを使用できるかどうかという点にあるのです。
そして、微細マシニング加工によるポケット加工においても、この小径ボールエンドミルが活躍します。
微細マシニング加工による高精度ポケット加工のポイントとは?
小径ボールエンドミルを用いた微細マシニング加工によるポケット加工においては、大きく3つポイントがあります。
高精度なピッチ&位置精度
チップトレイのように、特にポケットが複数個連続するような場合では、高精度ポケット加工のポイントは高精度なピッチ&位置精度にあります。各ポケット間のピッチが細かく精度高く指定されている場合、ポケットの位置精度も非常に重要となってきます。
この時に重要になるのは、高い位置決め精度を誇るリニアモーター式の工作機械と、品質保証のための測定設備です。
従来のボールねじ駆動方式では、直進運動する際に機械的な接触が生じるため、長期間使用した際に摩耗が発生し、本来のモーターの回転力が正確に伝わらなくなることが多くありました。このことを、バックラッシと言い、運動方向の逆転時に送りねじとナットの間に隙間があることにより機械の動きにガタが発生し、位置決め誤差を大きくする原因となります。
それに比べ、リニアモーター駆動方式は、磁石のN極とS極が引き合ったり、反発する力を使って、非接触を可能にしています。そのため、バックラッシ自体が存在せず、超精密な加工の仕事をする工作機械に最適な駆動方式になっています。
また、設備がいくら高精度でも、設備の環境が良くなければ、高精度な加工はできません。特に加工が高精度になればなるほど、周辺の微小な振動が加工精度に大きく影響します。そのため、設備の設置場所を1m程度彫り込んで基礎を作り周辺からの振動による影響を最小限にするなど、設備環境に工夫を凝らすことが重要です。
角R精度
高精度なポケットが要求される際のポイントは、ポケットの角R精度です。角Rの精度は、工具のR形状がそのまま転写されるため、高精度かつ小径のボールエンドミルを使用する必要があります。
しかし、小径ボールエンドミルを使用できる部品加工サプライヤーは多くありません。そのためお客様からも、やっと対応可能で回答いただける企業に巡り合えた、というお声を当社でもいただいております。
小径ボールエンドミルを使用するには、下記の様な条件をクリアする必要があります。
- 高い回転数
- 非接触型のツールプリヘッダー
- 超精密加工機
深さ精度
また、ポケット加工で重要なのが深さ精度です。特に高精度なポケット加工においては、深さ精度を重要視されるケースも多くなります。また複数のポケットが連続している場合、ポケットごとに深さが異なるのはNGです。そのため、工作機械や工具自体の精度はもちろんのこと、工具の振れや工具加工中の工具摩耗を測定しながら加工する必要があります。
しかし、小径ボールエンドミルは目視では刃先を確認することができません。また小径ボールエンドミルでは、刃の振れも重要となります。この2つを機上で測定し、機械にフィードバックしていく必要がありますが、その際に必要となるのが非接触型のツールプリヘッダーです。
当社では非接触型のツールプリヘッダーを保有しております。下記動画もご覧ください!
微細マシニング加工による高精度ポケット加工事例
続いて、実際に当社で製作した高精度ポケット加工の事例をいくつかご紹介いたします。
半導体製造装置部品(CFRP製チップトレイ)
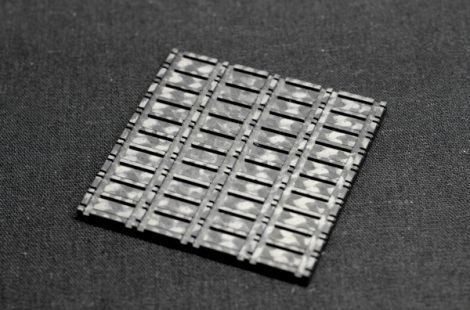
こちらは、精密マシニング加工・平面研削加工が施された、半導体製造装置部品(チップトレイ)です。材質はCFRP(炭素複合繊維材)という割れやすい硬脆材料で、半導体業界向け部品として使用される製品です。
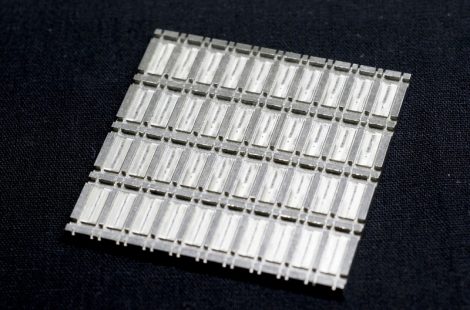
アルミダイカスト試作加工

こちらは、精密マシニング加工が施された、アルミダイカスト試作加工です。材質はA5052で、半導体業界向け部品として使用される製品です。
チップトレイ
こちらは、精密切削によって加工されたチップトレイです。その名の通り、半導体チップを保持、搬送するために使用される製品で、半導体業界で使用されます。
溝ピッチが±0.01という高精度な加工技術が必要とされる製品です。
高精度ポケット加工のことなら、木村製作所まで!
研削・切削加工コストダウンセンター.comを運営する株式会社木村製作所では、部品の粗加工・精密加工から、調達、表面処理、検査・測定といった加工の前後工程も含めて一貫対応しております。当社は、本社で工作機械部品や半導体製造装置部品といった精密部品の加工を行っており、ナノ加工研究所で超精密加工・仕上げ加工から品質保証の超精密検査を行っております。そのため単なる部品加工だけでなく、部品の一部に必要な超精密加工や検査・測定も一緒に私たちにお任せいただけますと、一貫して対応する分だけコストも抑えることが可能になります。
また当社では、タングステンや超硬、チタン等のあらゆる難削材加工に対応しております。当社は難削材加工のスペシャリストであり、また超精密加工のプロフェッショナルとして、難削材の高精密加工にも対応しております。長年蓄積してきた独自の難削材加工における知見と、産学連携によって開発してきた超精密加工に関するノウハウを合わせて、難削材の高精密加工に対応いたします
さらに当社では、お客様の過剰品質の設計を防止するために、研削・切削加工のプロフェッショナルとしてあらゆる角度からVA/VE提案をいたします。マイクロレベルはもちろんのこと、異なるノウハウが必要とされるナノレベルのどちらにも対応することができる当社だからこそ、最適な品質設計をお客様に提案することができます。
「材質は決まっているんだけど、本当に加工できる?」「こんな形状を高精度に加工してもらいたいんだけど…。」こんなお悩みにお応えすることができるのが、私たちが選ばれる理由です。
難削材加工、高精密加工・超精密加工、設計段階からの加工コストダウンにお困りの方は、研削・切削加工コストダウンセンター.comまでお問い合わせください!